










technologies used
Reading time:Technologies used must tend towards simplifying the tasks of both those installing them and those operating them. The technologies the most widely used in water treatment include:
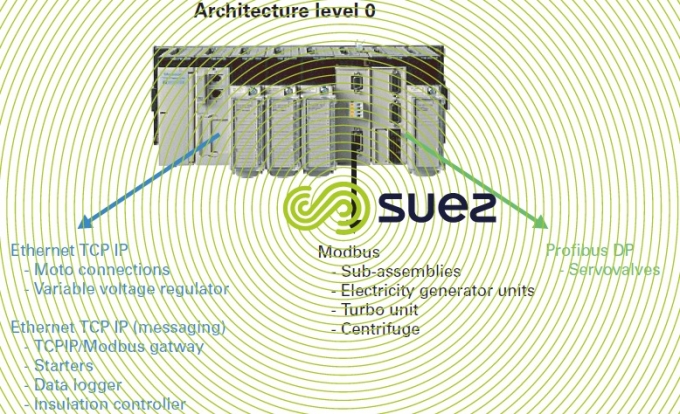
site networks (figure 10)
Site networks are increasingly being used to simplify wiring and, therefore to reduce installation costs as well as simplifying maintenance (reduced number of terminal strips). This is a very attractive solution for processes that require numerous sensors/actuators in a limited geographic area (less than 50 m): this is typical of Degrémont® ultrafiltration skids where a site network connects the automatic valves to the skid programmable logic controller. Similarly, drinking water treatment plants and activated sludge wastewater treatment plant have many motor start-ups and this is an attractive solution for shortening cable runs between power cabinets, motor connections and programmable logic controller cabinets.
This solution is also very attractive for use with motorised valves. It allows for considerable shortening of wiring between cabinets and equipment while retaining the same functions (on/off independent from the programmable logic controller, remote and local modes …).
With biofilter type processes, the tendency is to use remote inputs/outputs. Similarly, the small number of measurements and the extensive spread of activated sludge plants do not encourage the use of this technology for flow, pressure, level… transmitters.
The solutions put forward by programmable logic controller and electromechanical switchgear manufacturers are becoming more comprehensive, producing reliable, industrial and more inexpensive solutions generating better functions (current measurements, power factor…).

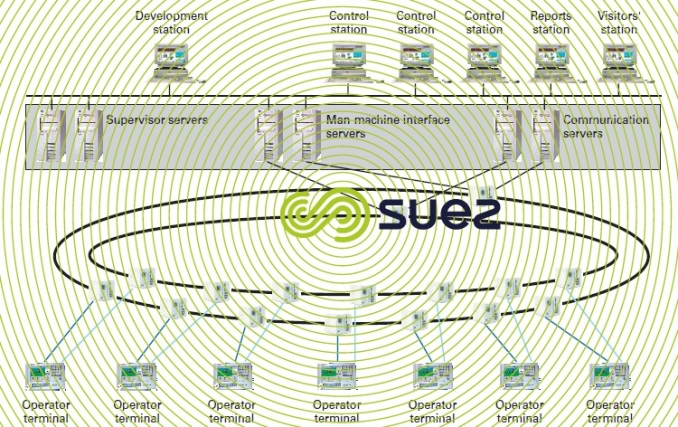
thin clients (see Valenton (France) architecture figures 11 and 12)
Control-Regulation system architecture must be upgradeable as organisations develop and also in order to optimise the operator’s resources.
Accordingly, a few years ago, altering the architecture of a Control-Regulation system was an expensive, albeit impossible, business. However, nowadays, with "thin client"solutions, the operator has the option of upgrading his work terminals and his organisation as he sees fit. The SCC no longer constitutes an obstacle (unit in the control centre, local, remote ….) and everything can be achieved with ease. For instance, it is now easy to add a man-machine interface to a unit without having to alter the rest of the system.
Furthermore, this solution allows us to optimise the cost of licenses installed on the basis of the number of man-machine interfaces. For example, on the Valenton (France) site, a score of licenses have been installed for approximately sixty man-machine interfaces.
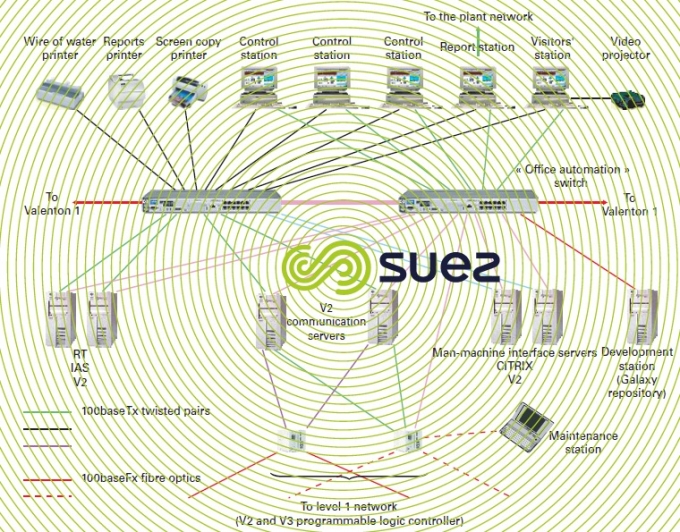
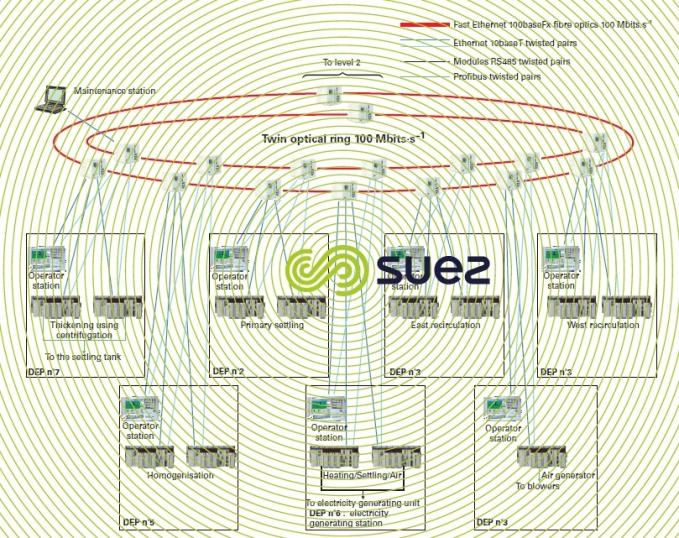
ethernet (see Valenton (France) architecture – figures 13 and 14)
Computerised technologies have become the norm in the Control-Regulation field and, accordingly, the inter-programmable logic controller communication networks have been based on accepted Ethernet TCP/IP type industrial standards.
This network enables us to deal with any type of architecture from the simplest to the highest availability solutions and, furthermore, to achieve this regardless of plant size.
The fact that the Ethernet is not a determining factor does not create any problems. Given the network rate (better than 100 Mb), no data is lost even in the event of an avalanche of alarms.
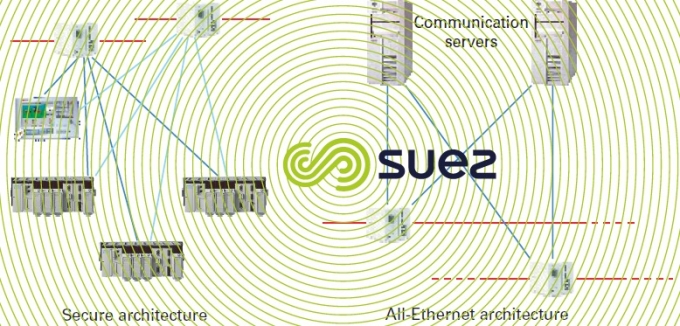
object-oriented programming (figure 15)
Hardware technologies are becoming commonplace. The same applies to software.
Programmable logic controller consoles have ceased to be fortresses and have now opened up to the computerised world. International standards, IEC 61131-3 among others, devised by programmable logic controller constructors, make it possible nowadays to work with function blocks that make commissioning and testing easier.
This object-oriented programming is used to standardise elementary functions by offering the operator additional functions and, therefore, data. A specific function in a programmable logic controller matches up with a supervision function and, therefore, with programmable logic controller addresses that match up with supervision addresses. This makes testing and maintenance easier.
Thus, in the case of motor type functions, all manner of calculations are possible and only need to be carried out once. During the life of the plant, these functions can be re-used merely by adding processes or making modifications.
This object-oriented programming approach combined with a functional plant breakdown allows programmable logic controller addresses to be encoded thus facilitating maintenance.
control-regulation numerical system or monitoring programmable logic controller solution
This is one of the issues that are frequently raised. With "classic" plants, this is a slow process, with reaction times of several hours and few measurements resulting in few control loops and combination or Graphcet (SFC) type operating sequences. Therefore, it is logical that we should seek a solution that is more in keeping with these properties: programmable logic controllers combined with monitoring.
Accordingly, this has enabled SUEZ to construct hundreds of plants that meet with client satisfaction. This solution has the benefit of easily interfacing with equipment that manages the workload and making it possible to rapidly take advantage of progress achieved through computerisation (internet, thin clients).
Additionally, the programmable logic controller supervisor solution has the tremendous advantage of being known to several contractors used to commission and maintain the system.
The numerical control-regulation system (SNCC in French) provides improved programming structuring (using the function block as a library, globally declared variable…) as well as managing communications transparently between the man-machine interfaces (single network node statement). However, SNCC’s can only be justified for plants of a certain size (more than 10,000 variables in supervision mode).
In fact, the technological differences that separate an SNCC from a programmable logic controller/supervisor system become blurred because both are now based on the same standards:
- Windows;
- Ethernet;
- IEC 61131-3 for real time programming.
The choice of either of these two solutions will, therefore, increasingly depend on human criteria (the operator’s experience) or on sales criteria (services, prices) rather than on technical criteria.
Bookmark tool
Click on the bookmark tool, highlight the last read paragraph to continue your reading later
