










chemical conditioning
Reading time:Each chemical reagent used has its own effectiveness in terms of the size of the floc formed: granular with mineral reagents and more voluminous with polyelectrolytes.
mineral reagents
Mineral reagents are better suited to dewatering using filter presses (see filter press). In effect, they produce fine but very strong floc.
There are many polyvalent cation mineral electrolytes that can be used but, on grounds of cost and effectiveness, the ones that are the most frequently used are iron or aluminium salts such as ferric chloride and, to a lower extent, ferric chlorosulphate and ferric sulphate and, more rarely, ferrous sulphate and aluminium salts.
The Fe3+ ion is by far the most effective and the widely used reagent on organic sludge (WWTP and IWWTP biological treatment).The choice between FeCℓ3 and FeSO4Cℓ is driven by financial considerations.
Injecting lime after the electrolyte (pH > 10, which is in fact a correct flocculation pH) will always be of value for improving filtration capacity by:
- reducing the amount of bound water (producing a dryer and more consistent cake);
- precipitating a certain number of calcium salts (organic and mineral) that improve filtration;
- injecting a dense mineral loading (increasing the cake’s permeability).
The dual iron salt/lime injection is compulsory when processing organic sludge. On the other hand, with hydrophilic hydroxide sludge, merely adding lime will usually be enough to improve sludge filtration capacity.
Obviously, the amounts of mineral reagents used will depend on the nature of the sludge to be filtered and also on target effectiveness. As a rough guide, before the filter press, these amounts can be estimated as follows (table 4):
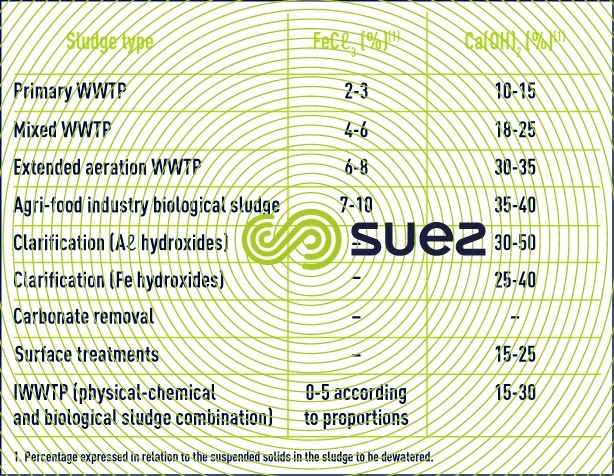

In order to ensure that the filters are operated correctly, we need to apply a minimum amount required in order to achieve sufficient filterability (chamber type filter press: r0.5 of 5 to 15 × 1011 m · kg–1); however, overdosing is pointless as this would only marginally improve results.
We always recommend that simple laboratory tests are used to determine the right amounts in each case. (see Sludge examination and numerical characterisation of filterability r0.5 and CST measurements).
When fibres or dense mineral matter is present in sludge, this results in lower amounts of reagents. A high proportion of protein organic matter will have the opposite effect. Adding reagents increases the quantity of matter that has to be filtered because a significant proportion of the chemical agents introduced will remain in solid form within the dewatered sludge as the result of metal hydroxide and calcium salt precipitation. Therefore, this aspect needs to be taken into consideration when dimensioning filtration appliances:
- 60 to 70% of the mass of FeCℓ3 injected will remain in the cake;
- 80 to 90% of the mass of Ca(OH)2 injected will also appear in solid form.
By correlation, a certain proportion of the reagents will render soluble as Cℓ– or Ca2+ and be discharged in the filtrate.
stting up mineral reagents
The aim is to achieve an excellent reagent/sludge mixture. Adding dilution water (for the concentrated FeCℓ3 solution) and the use of a 50-80 g · L–1 lime slurry will make it easier to diffuse the reagents throughout the mass.
Sludge is flocculated in succesive mixed tanks (the first for metal salt, the second for lime – see filter press). Contact time ranges from 5 to 10 minutes which is enough for the floc to grow. Agitation energy is quite high (150-300 W · m–3) without being excessive.
An additional floc maturation period may be beneficial but agitation that is too prolonged and too vigorous can damage the conditioned sludge’s filtration capacity. Prolonged conditioned sludge storage prior to filtration (sometimes useful for filter operation) can also be damaging, especially with fresh sewage sludge that has not undergone sufficient lime treatment and is, therefore, likely to become worse.
Floc must not be destroyed as the result of flocculated sludge transfer: therefore, centrifugal pumps must be avoided in preference to eccentric rotor type pumps. For some types of abrasive sludge, piston/diaphragm HP pumps are preferable.
The conditioning unit can be wholly automated, with reagent use governed by flow rate and, if applicable, by sludge concentration.
synthetic polyelectrolytes
choice and amount used
Only long chain synthetic polyelectrolytes (polyacrylamid based, high molecular weight) are effective, forming voluminous floc (a few millimetres) that withstands shearing stress and that is clearly separated in clarified interstitial water.
These polyelectrolytes
- induce very noticeable flocculation by forming bridges between particles due to their long chain structure. This flocculation is reinforced by a «coagulant» effect in the case of cationic polymers;
- significantly decrease the specific resistance of the sludge, the interstitial free water released being rapidly drained off. On the other hand, this floc is often spongy and fairly hydrophilic and will induce a higher sludge compressibility factor.
The floc structure thus obtained has made the following possible:
- the development of draining appliances used to rapidly and effectively thicken sludge; GDD, GDE, draining drums, GBT (see sludge thickening);
- the development of filters equipped with wide mesh (0.4 to 1 mm) filter media, less likely to become fouled; this applies to the Superpress and GDPress type belt filters, specially designed for sludge dewatering (see belt filters);
- a marked improvement in centrifuge performance (output but, above all, dry solids content) through a very noticeable increase in the density of the assembled particles (see centrifugation).
There are many polyelectrolytes available and simple flocculation, drainage and pressing tests are usually required in order to select the most suitable products (see drainability tests); these tests can be used to:
- identify the most differentiated floc;
- ascertain floc mechanical strength (important for centrifugation);
- assess good drainability performance with flocculated sludge (important in the case of belt filters and drainage apparatus);
- test drained floc compression;
- assess whether or not it is likely to ‘slip away‘ the pressing zone;
- evaluate pressed floc adhesion to the filter belt; taking all these points into account, selecting the appropriate polymer(s) and the most cost-effective amount to be used.
The final choice of product is made after the short-listed products have undergone industrial tests.
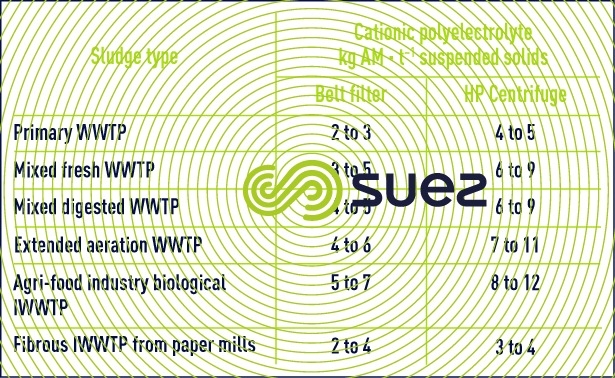
Cationic polyelectrolytes are particularly effective when treating sludge with a high organic matter content (OM/suspended solids greater than 40%) or a high cellulose fibre content. For some applications (e.g. dewatering using a filter press), the polyelectrolyte can be used in conjunction with a metal salt: ferric salt used for preliminary coagulation, followed by polyelectrolyte to produce a less hydrophilic floc.
Polyelectrolytes having a medium gramme-molecular weight are more suited to pressure belt filtration (easier draining).Those having a very high gramme-molecular mass, generating dense and very shear resistant floc, are better suited to centrifugation.
Anionic polyelectrolytes are widely used in sludge suspensions with a predominantly mineral content (dense hydrophobic sludge, metal hydroxide sludge).The amounts used in the case of these polymers are often more modest, in the region of 0.3 to 3 kg · t–1 suspended solids.
When organic sludge (e.g. biological sludge) is mixed with mineral sludge (e.g. hydroxides), polyelectrolyte ionicity can vary depending on the co-ratio involved.
setting up polyelectrolytes
Polyelectrolytes used in sludge treatment are supplied as a powder or, increasingly at present, as a stable emulsion. The chapter on special applications provides general recommendations and diagrams for systems used to prepare these polyelectrolytes.
Powder polyelectrolytes are usually prepared to maximum concentrations of 2 to 4 g · L–1; this solution has to be allowed to «mature» for about one hour before use. In general, polyelectrolyte solutions prepared from powder will only remain wholly effective for 2 to 3 days.
Polyelectrolyte emulsions also have to be prepared in two steps:
- emulsion inversion: powerful agitation is required to dilute the concentrated solution with drinking water at the rate of 6 to 10 mL of emulsion to one litre of water;
- the solution then has to be allowed to mature for approximately 20 minutes while being gently agitated.
When using a polymer emulsion, do not confuse the amount of commercial product with the actual amount of active product: in general, emulsions contain an active matter (AM) concentration of 40 to 50% for a density close to 1.
When comparing polymer emulsion consumptions with those of polymer powders, this comparison must be made using amounts expressed in kg of active matter or in euro · t–1SS.
The stock solution (2 to 5 g AM · L–1) is occasionally diluted before being injected into the sludge but there are no precise rules on this: everything depends on the respective viscosities of the sludge and of the electrolyte solution. The sludge-electrolyte mixing process is very simple; flocculation takes place almost instantly but the floc is often fragile:
- in a centrifuge, polyelectrolyte is injected direct into the sludge pipeline, immediately at the appliance’s inlet, without using any flocculator, enough energy being generated inside the centrifuge (see centrifugation);
- in a belt filter, the polyelectrolyte is injected into a small agitated tank placed immediately upstream from the appliance’s draining zone. Flocculation takes very little time, usually less than one minute;
- with the GDE or GDD and simplified belt filters, flocculation can also be achieved by injecting the polyelectrolyte into the pipeline through an MSC type static mixer;
- injection methods become more complex with filter presses.The filter press output is not constant throughout the cycle and, therefore, several operating options arise:injection before or after the filter press HP feed pump, into reactors or in-line with suitable automated control systems(see filter press).
Bookmark tool
Click on the bookmark tool, highlight the last read paragraph to continue your reading later
